Shrnutí základních technologií 3D tisku
 |
Svět 3D tisku je rozmanitější, než by se mohl zdát. Své významné využití si našel v průmyslových oborech, jako je stavebnictví nebo třeba automobilový průmysl. Ale narazit na něj můžete i ve zdravotnictví, v paleontologii nebo v potravinářském odvětví. Ochutnat můžete třeba čokoládu vyrobenou pomocí 3D tiskárny. Ale není 3D tisk jako 3D tisk. Asi nejznámější metodou, kterou si vybaví většina lidí, když se řekne 3D tisk, je tisknutí pomocí filamentu, který rozehřátý proudí přes trysku a na tiskové podložce vytváří pomocí vrstvení požadovaný tvar. Ale bylo by škoda zůstat jen u téhle metody. Protože pod pojmem 3D tisk se skrývá víc metod, které jsou od sebe poměrně hodně odlišné a používají i k výrobě různé stroje a materiál. |
Když už jen vezmeme v úvahu, že pomocí 3D tisku se dají vyrobit tak rozdílné věci, jako je “obyčejný“ květináč na kytky nebo i motor do rakety. Je jasné, že metody výroby musí být rozdílné, ale všechny tyto metody spadají do jednoho odvětví – 3D tisk.
Ne nadarmo se 21. století říká „digitální věk“. I u 3D tisku veškerý proces začíná u digitálního modelu. Ten je potřeba vytvořit ve speciálním CAD softwaru (Computer-Aided Design). Můžete si zakoupit dražší softwarové komerční balíčky (například AutoCAD), nebo jít spíš tou cenově dostupnější cestou a využít bezplatné open source programy (například Fusion360, Google SketchUp a Blender).
Software připraví návrh modelu tak, že ho rozdělí na jednotlivé řezy nebo vrstvy, které jsou postupně tisknuty. Ale i pokud se nechcete pouštět sami do vytváření modelů, existuje široká databáze modelů (jednu takovou najdete i na stránkách Thingiverse), které jsou veřejné a dají se zdarma stáhnout. Pro konkrétní metody 3D tisku (ale i kolikrát i pro jednotlivé značky 3D tiskáren) bývají tyto softwarové programy jedinečné. Upravují konkrétně model na jednotlivé řezy a připraví pro 3D tiskárny pokyny k jeho vytištění.
Typy technologií 3D tisku
Ať už patříte mezi ostřílené znalce, nebo jste do rozsáhlých vod 3D tisku zabrouzdali poprvé, shrnuli jsme pro vás typy technologií 3D tisku. Pusťte se s námi do jejich objevování a třeba si ve výčtu najdete metodu, která bude ta pravá právě pro vás!
Sedmička jako šťastné číslo?
Mezinárodní organizace pro standardy (ISO) rozdělila 3D tisk do sedmi základních typů, které se liší v použitém materiálu, technologii, a i výsledném výtisku. Ale díky různorodosti 3D tisku se těchto sedm typu dá i dále rozdělit do více podskupin.
| 7 základních typů |
| Název metody | Stručný popis metody | Název technologie |
| Stavební materiál je vytlačován na vybraná místa prostřednictvím trysky. Nanášení probíhá postupně ve vrstvách. | Název technologie: Fused Filament Fabrication (FFF), Fused Deposition Modeling (FDM) | |
| V průběhu procesu je tekutý polymer ve vaničce na vybraných místech vytvrzován pomocí světelného zdroje (většinou se jedná o UV světlo). | Název technologie: Stereolitography (SLA), Direct Light Processing (DLP) | |
| Aditivní výroba probíhá pomocí procesu, v jehož průběhu je stavební materiál v podobě prášku na vybraných místech spékán. Po skončení jedné vrstvy postupuje tisková deska na další. | Název technologie: Slective Laser Sintering (SLS), Direct Metal Laser Sintering (DMLS), Selective Laser Melting (SLM), Electron Beam Melting (EBM) | |
| V průběhu procesu jsou na vybraná místa podložky nanášeny pomocí tryskání drobné kapky stavebního materiálu. | Název technologie: Material Jetting (MJ), Drop On Demand (DOD) | |
| U této technologie dochází v průběhu procesu k nanášení tekutého pojiva (lepidla) do práškového materiálu na místa, kde má dojít ke spojení materiálu. | Název technologie: Binder Jetting (BJ) | |
| Principem této technologie je koncentrování tepelné energie na vybraná místa, kde dochází k roztavení materiálu a jeho spojení s dříve nanesenými vrstvami. | Název technologie: Laser Engineering Net Shaping (LENS), Laser-Based Metal Deposition (LBMD) | |
| Základem této technologie je proces, kdy jsou desky/listy materiálu postupně nanášeny a spojovány tak, aby vznikl celý objekt. | Název technologie: Ultrasonic Additive Manufacturing (UAM), Laminated Object Manufacturing (LOM) |
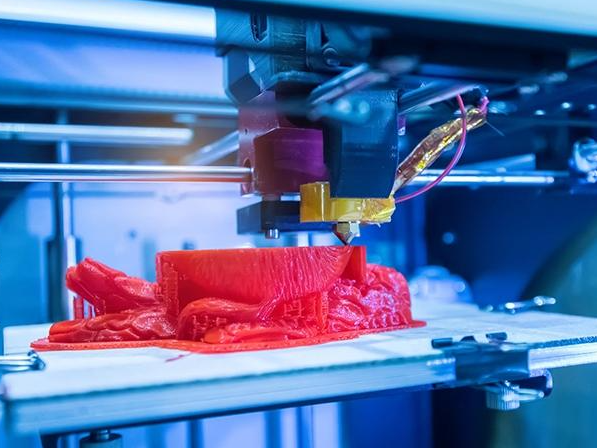
1. Extruze materiálu (Material Extrusion)
|
Patří mezi nejznámější a nejrozšířenější metodu. A jak už název naznačuje, tisk probíhá pomocí extruze neboli vytlačování materiálu - filamentu (můžete se setkat i s pojmem tisková struna nebo vlákno) přes vyhřívanou trysku. Filament (mezi oblíbené materiály patří například ABS nebo PLA) se v průběhu tisku roztaví na požadovanou teplotu a nanese přes vyhřívanou trysku ve vrstvách na tiskovou podložku. Tento proces je udávaný pomocí softwaru. Po vychladnutí filamentu se už můžete kochat právě vytisknutým výtiskem. Postup zní celkem jednoduše a možná právě proto si tato metoda vybudovala širokou základnu fanoušků. Druhým důvodem je, že pro filament lze využít velmi různorodé materiály. Mezi typický patří termoplast (za zmínku stojí nejoblíbenější ABS - akrylonitrilbutadienstyren) a PLA - kyselina polymléčná), ale kromě základních typů se využívají i různé příměsi (například dřevěné nebo kovové). |
 |
Tyto příměsi dokáží upravit vlastnosti modelu pro konkrétní využití. Ale kromě termoplastů můžete použít i takové materiály jako je beton, bio gel nebo potraviny. 3D tiskárny tohoto typu našly tak své využití v domácnostech i profesionálních průmyslových halách. I jejich cena se tedy pohybuje v řádech tisíců až statisíců korun.
| Podkategorie Extruze materiálu: |
|
| Které materiály lze využít: | plasty, kovy, potraviny, beton a mnoho dalších |
|
Rozměrová přesnost: |
±0,5 % (spodní limit ±0,5 mm) |
| Časté využití: |
prototypy a modely, designové a dekorativní výtisky, pouzdra a obaly, domy atd. |
| Výhody: |
|
| Nevýhody: |
|
Modelování fúzované depozice (Fused Deposition Modeling; FDM)
Jedná se asi o nejpopulárnější typ 3D tisku, který je oblíbený mezi kutily nebo třeba ve školách, ale profesionální 3D tiskárny ve složitějších provedení si našly své uplatnění i v průmyslovém odvětví. Zkratka FDM je termín chráněný ochrannou známkou značky Stratasys, která je uvedla na trh v polovině 90. let.
Někdy byste na tento typ metody mohli narazit i pod zkratkou FFF (fused filament fabrication). Jedná se o stejnou metodu 3D tisku. A v čem vlastně tkví tato technika? Jako i u ostatních metod vše začíná u speciálního softwaru, který připraví instrukce pro tiskárnu. Vlákno neboli filament je obmotaný na cívce a vedený do trysky, která je nastavená na vysokou teplotu (teplota je upravená podle požadavků konkrétního filamentu). Díky tomu se filament roztavuje, proudí přes trysku na tiskovou podložku a vrstvu po vrstvě vytváří model. Filament poté postupně chladne a vytváří pevný výtisk. Pokud je k tomu přizpůsobena tiskárna, je možné zároveň podávat více filamentů najednou a vytvářet tak barevné modely.
Tiskárna pohybuje tiskovou hlavou podle zadaných souřadnic po osách XY. Poté se posune výš (osa Z) a znovu pokládá další vrstvu filamentu, tento proces opakuje do té doby, než je vytvořený celý výtisk. Podle potřeby se k modelům přidávají někdy výplně, které fungují jako nosná konstrukce. Výplň může být až 100%, kdy je výtisk zcela vyplněný (výhoda je dobrá stabilita výtisku, nevýhoda je dlouhý čas tisku a vysoké náklady na tisk), až po 0%, kdy je výtisk dutý (výhoda je rychlý tisk, nízké náklady a hmotnost, nevýhoda je malá stabilita). Nejčastěji se výtisky tisknou s 10-20% hustotou výplně. Další technikou, jak zajistit stabilitu modelu při tisku jsou podpůrné struktury. Mezi ně patří podstavec, na kterém se poté tiskne konkrétní výtisk (tzv. raft) nebo mezivrstva mezi výtiskem a tiskovou podložkou, která je širší než samotný výtisk (tzn. brim). Tato vrstva obepíná a přiléhá k výtisku a tím zlepšuje adhezi. Tyto podpůrné konstrukce se odstraňují na konci tisku buďto mechanicky (například opilováním) nebo chemicky (například pomocí acetonu), záleží na typu filamentu.
Bio 3D tisk
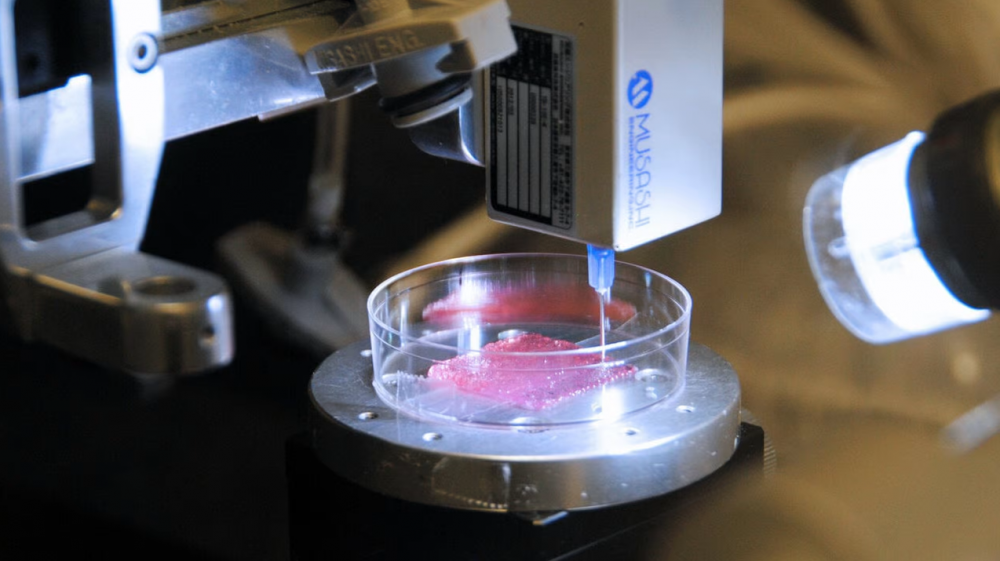 |
Bio 3D tisk spadá do extruzivní metody (i když existují i jiné metody bio tisku) a funguje podobně jako FDM metoda, jen v tomto případě používá k tisku organické nebo biologické materiály jako jsou živé buňky a živiny. Své uplatnění si našel v lékařské oboru, konkrétně ve výzkumech, tisku orgánech, tkáňovém inženýrství (regenerace kostí) nebo třeba v buněčné terapii. Využívá se i pro testování a vývoj léků nebo výrobu zdravotního zařízení. Místo běžného termoplastu se v tomto odvětví využívá tzv. bio inkoust, který se skládá převážně z živé hmoty, jako nosný materiál se využívá kolagen, želatina, hyaluronan, hedvábí, alginát nebo nanocelulóza. Jedná se o zajímavou metodu, která v případě rozšíření má v lékařském světě velký potenciál. |
Konstrukční 3D tisk
 |
Konstrukční 3D tisk opět spadá do metody, kde se vytlačuje materiál přes trysku. I postup je poměrně stejný jako u klasické FDM technologie, jen je rozdíl v použitém materiálu a konstrukci tiskárny. Jako materiál se využívá speciálně upravený beton (respektive malta), který je vytlačován přes trysku. 3D tiskárna v tomto případě má obrovské rozměry (řeč je i o několika desítkách metrů do výšky) a bývá sestavena z několika robotických ramen, případně tisková hlava může jezdit po kolejnicích. Momentálně je tento typ 3D tisku dá se říct v plenkách a probíhá výzkum. Ale je jisté, že pokud se podaří využít možný potenciál, mohlo by to zásadně snižovat náklady na výstavbu domů, protože by nebylo potřeba tolik pracovní síly. Zajímavostí je, že existují výzkumy, které se zbývají možností tisknout budovy na Marsu pomocí tam získané zeminy, které by využívaly v budoucnosti expedice vyslané pátrat a objevovat rudou planetu Mars. |
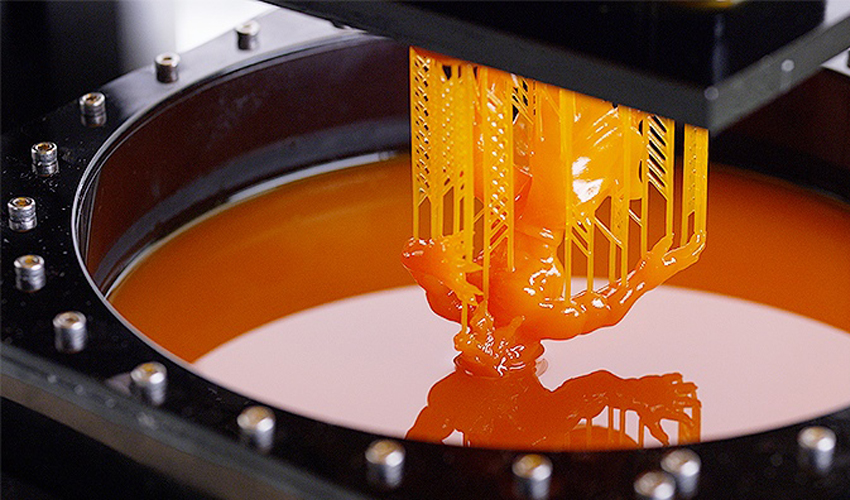
2. Polymerace (vat polymerization)
|
Polymerace neboli 3D tisk pomocí pryskyřice je druhou hlavní skupinou metod 3D tisku. Během procesu tisku využívá světelný zdroj k selektivnímu vytvrzení fotopolymerní pryskyřice ve speciální tiskové vaničce, kdy je světlo přesně směřováno do určitého bodu pryskyřice, aby mohlo dojít k jejímu vytvrzení. Pokud dojde k vytvrdnutí první vrstvy, tiskárna se posune nahoru nebo dolu (podle typu tiskárny) - obvykle je to v rozmezí mezi 0,01 a 0,05 mm, aby se mohla vytvrdit další vrstva. Tento proces se opakuje, dokud není dokončený finální výtisk. Materiálu, který se využívá při této metodě, se říká resin neboli pryskyřice. Rozdělit ho můžeme do různých kategorií - například: odlévatelné, standardní, pevnostní, dentální, průmyslové, biokompatibilní nebo flexibilní. Tyto resiny se liší vlastnostmi podle jejich využití. Po skončení tisku se výtisk vyčistí od nadbytečné pryskyřice a nechá finálně vytvrdnout (k tomu se může využít speciální UV komora). |
|
| Podkategorie Polymerace: |
|
| Které materiály lze využít: | Fotopolymerní pryskyřice neboli resiny |
| Rozměrová přesnost: | ±0,5 % (spodní limit ±0,15 mm) |
| Časté využití: | dentální oblast, odlévání šperků, modely figurek, funkční součástky |
| Výhody: |
|
| Nevýhody: |
|
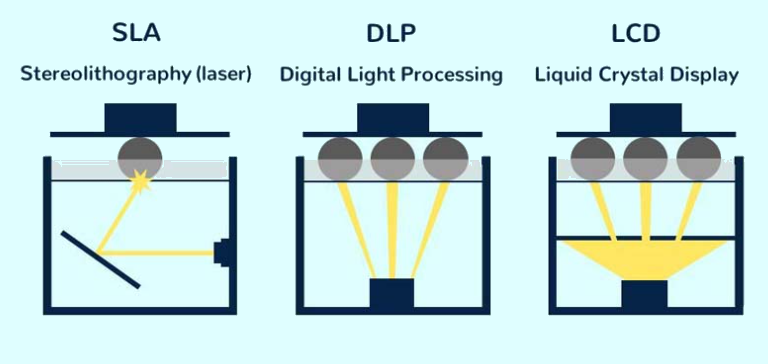 |
Rozdíly u typů metod polymerizace: SLA – UV laser svítí do vaničky s resinem a na jejím povrchu obkresluje objekt, který má být vytvořen DLP – digitální projektor svítí do vaničky s resinem, který poté tuhne LCD / MSLA – projektor svítí na LCD displej, který je umístěný nad vaničkou a propouští světlo pouze tam, kde se má polymer vytvrdit |
Existují ještě další varianty polymerace, které vyvinuly profesionální výrobci 3D tiskáren a nechali si jejich názvy patentovat. Setkat se tak můžete například s:
- Digital Light Synthesis (DLS) - společnost Carbon
- Programmable Photopolymerization (P³) - společnost Origin by Stratasys
- Low Force Stereolitography (LFS) - společnost Formlabs
Mezi další odvětví v této metodě patří třeba vysokoplošný rychlý tisk (HARP), výroba kovů na bázi litografie (LMM), projekční mikrostereolitografie (PµSL) nebo třeba výroba digitálních kompozitů (DCM), kde jsou do pryskyřice přidány například kovové nebo keramické přísady.
Stereolitografie (Stereolithography; SLA)
Metoda SLA se může pyšnit tím, že se jedná o první 3D tisk, který spatřil světlo světa. Bylo to v roce 1986 a zasloužil se o to vynálezce Chuck Hull, který poté založil společnost 3D Systems.
 |
Tato technologie používá pro tisk polovodičový laser, který je zaměřován přes speciální zrcadlo do vaničky s pryskyřicí, kde dochází k selektivnímu vytvrzování. Paprsek se téměř nepozorovaně pohybuje nahoru a vytváří tak vrstvu po vrstvě. Tento proces zajistí výtisku tak drobné jednotlivé vrstvy, že jsou těžko viditelné. Díky tomu je výtisk skvěle hladký. Další výhodou je, že modely mají perfektní detaily. Oproti tomu mezi nevýhody by se mohl řadit čas, protože ve srovnání s metodou DLP, kde se vytvrzuje model jednolitě, je tato metoda přeci jen o něco časově náročnější. Při tisku je potřeba si i dávat na manipulaci s resinem, protože se jedná o toxický materiál. Takže je potřeba zabránit tomu, aby nemohlo dojít ke kontaktu s pokožkou a nenadýchali jste se výparů. Pro některé uživatele by mohla být omezením tisková plocha, která není příliš velká. Po vytisknutí je potřeba model omýt v isopropylalkoholu a nechat resin vytvrdnout (povrch je totiž na dotyk mazlavý). To můžete na slunci, ale rychlejší bude využít lampu s UV zářením. |
Mikro 3D tisk
Podkategorií SLA je mikro 3D tisk, sem bychom mohli zařadit Mikrostereolitografii (Microstereolithography; µSLA) a Dvoufotonovou polymerizaci (Two-Photon Polymerization; TPP).
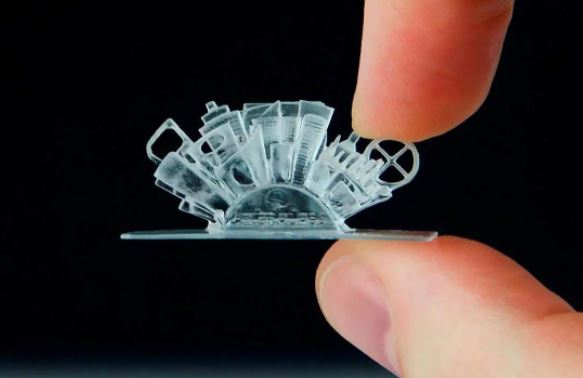 |
Mikrostereolitografie (µSLA), která se zaměřuje na tisk miniaturních modelů v rozlišení mezi 2 mikrony (µm) až 50 mikrony. Jako i u ostatních typů 3D tisku, které spadají do SLA skupiny, používá k vytvrzování laser. Ale aby mohly výtisky vznikat v tak malých rozměrech, používá se specializovaná pryskyřice, vysoce sofistikovaný laser i čočky, které mají za úkol generovat malé světelné body. Metoda TPP používá k tisku femtosekundový laser a zvládne vytisknout modely, které mohou být ještě o něco menší než u metody µSLA. Pomocí tohoto laseru dochází i k vytvrzení jednotlivých 3D pixelů, známých také jako voxely, které jsou v nano - až mikrometrových velikostech. Výsledný výtisk je tak veliký i jen několik milimetrů. Ale i v těchto nepatrných rozměrech si dokáže zachovat rozlišení detailů v řádů nanometrů. Jestli si teď lámete hlavu nad tím, kde tyto malé výtisky najdou využití, tak se jedná o lékařské aplikace nebo třeba optické senzory a mikroelektrody. |
Digitální zpracování světla (Digital Light Processing; DLP)
Metoda DLP využívá k 3D tisku digitální světelný projektor a jako materiál je použitá pryskyřice (resin). Během tisku projektor ozařuje celou vrstvu modelů najednou, takže oproti SLA technologii trvá jedna vrstva stejně dlouho a nezáleží na členitosti modelu. Díky tomu je DLP metoda rychlejší než SLA. Základy této metody pochází z 80. let 20. století, ale na svůj rozkvět si musela ještě počkat několik let, než se stala i cenově dostupnější. Díky tomu, že projektor funguje jako digitální obrazovka, každá vrstva se skládá ze čtvercových pixelů, které vytváří obdélníkové bloky (voxely).
 |
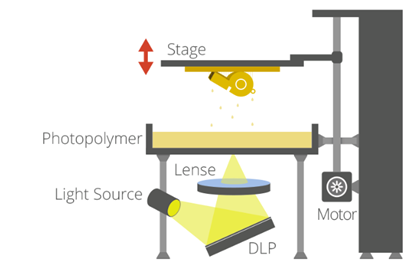 |
Světlo může být promítáno pomocí obrazovek, které vyzařují LED světlo (o velikosti mikrometru) nebo díky UV světlu, které je nasměřováno pomocí digitálního mikrozrcadlového zařízení (DMD). Toto zařízení umožní různé body světla na různých místech u jedné vrstvy. Na trhu je výběr různých DLP tiskáren, které se můžou lišit použitými komponenty i kvalitou světelného zdroje. Od toho se i odvíjí širší cenová škála. |
Mezi výhody této metody patří její rychlost, extrémně vysoké rozlišení detailů, dostupná cena i jednodušší údržba. Naopak nevýhoda je dražší pořizovací cena u pryskyřic, které bývají často rozdělené na specifické využití. U této metody se někdy užívá systém TOP-DOWN DLP, který netradičně svítí z horní strany tiskárny dolů. Postupně vytvrzuje jednu vrstvu po druhé. Vytištěná vrstva se zasune zpět do tiskové vaničky.
Tento systém si chválí někteří uživatelé, protože argumentují, že proces tisku nejde proti gravitaci, a díky tomu se nemusíte bát tisknout ani větší výtisky. I když samozřejmě i v tomto případě je hmotnostní omezení, které tiskárna zvládne vytisknout.
Projekční mikrostereolitografie (Projection Microstereolithography; PµSL)
Mezi podkategorie DLP patří Projekční mikrostereolitografie (PµSL), která využívá ultrafialové světlo zářící z projektoru na speciální pryskyřici v mikroměřítku (rozlišení 2 mikrony a až do výšky vrstvy 5 mikronů). Své využití si našla například v tkáňovém využití nebo třeba mikrooptiku a mikrozařízení používané v biomedicíně.
Výroba kovů založená na litografii (Lithography-based Metal Manufacturing; LMM)
Další metodou, s jejíž pomocí lze vyrábět drobné chirurgické nástroje a mikromechanické součástky, je Lithography-based Metal Manufacturing - výroba kovů založená na litografii (LMM). V této metodě je kovový prášek rozptýlený v pryskyřici, poté dochází k polymeraci pomocí světla zářící přes projektor. Po vytištění se ze „zelených“ dílů odstraní jejich polymerní složka a zůstanou zcela kovové „hnědé“ díly, které jsou dokončeny slinováním v peci. Pro tuto metodu se používají suroviny jako je nerezová ocel, titan, wolfram, mosaz, měď, stříbro a zlato.
Liquid Crystal Display (LCD)
LCD je systém podobný DLP. Někdy ho můžete najít i pod názvem Masked Stereolithography (MSLA). K tisku využívá LCD obrazovku, díky které se tato metoda stala o něco cenově dostupnější. Vrstva je rozdělena opět do čtvercových pixelů, jejíž velikost udává zrnitost tisku. V tomto případě tedy platí, že přesnost XY je pevně daná a není možné jí ovlivnit změnou měřítka nebo přiblížením (jako se dělá u DLP). Rozdíl mezi LCD a DLP můžete vysledovat i u používaného světelného zdroje – u LCD se využívá mnoho jednotlivých emitorů, kdežto DLP využívá bod s jedním emitorem (napři.: laserová dioda nebo žárovka).
Vzhledem k tomu, že u LCD je exponována celá vrstva, podaří se vám tak získat časovou úsporu oproti tisku u DLP. Za zmínku stojí, že nízké náklady zajistily tiskárnám s LCD systémem oblíbenost jak u amatérů, tak i u profesionálů v průmyslovém odvětví.
3. Spékání prášku (Powder Bed Fusion; PBF)
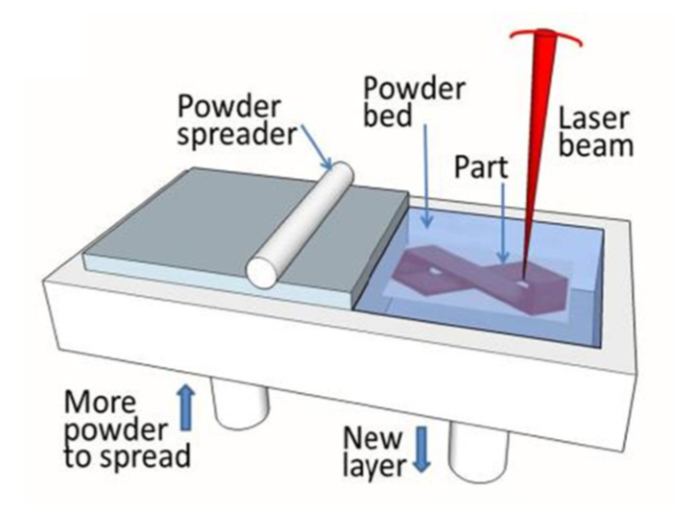 |
Tato technologie je aditivní výrobní technologie, při které tepelná energie selektivně spéká tenké vrstvy prášku a vytváří tak postupně vrstvu po vrstvě pevný objekt. Tiskárna nanese tenkou vrstvu práškového materiálu na tiskovou podložku, poté pomocí světelné energie (většinou z laseru) spojuje konkrétní body na vrstvě prášku, poté dojde k nanesení další vrstvy prášku, která se přitaví k té předchozí. Takto se postupuje, dokud nedojde k vytištění celého modelu. Proces se může lišit v závislosti na použitém materiálu (jestli se jedná o kov nebo plast). Výsledné výtisky mívají vysoké mechanické vlastnosti, můžou být funkční a není problém tisknout i složitější geometrické tvary. |
| Podkategorie Spékání práškové vrstvy: |
|
| Které materiály lze využít: | plast, kov nebo keramika ve formě prášku |
| Rozměrová přesnost: | ±0,3 % (spodní limit ±0,3 mm) |
| Časté využití: | funkční díly, duté konstrukce (např. potrubí) nebo sériová výroba dílů |
| Výhody: |
|
| Nevýhody: | dražší pořizovací cena tiskárny i materiály |
Selektivní laserové slinování (Selective Laser Sintering; SLS)
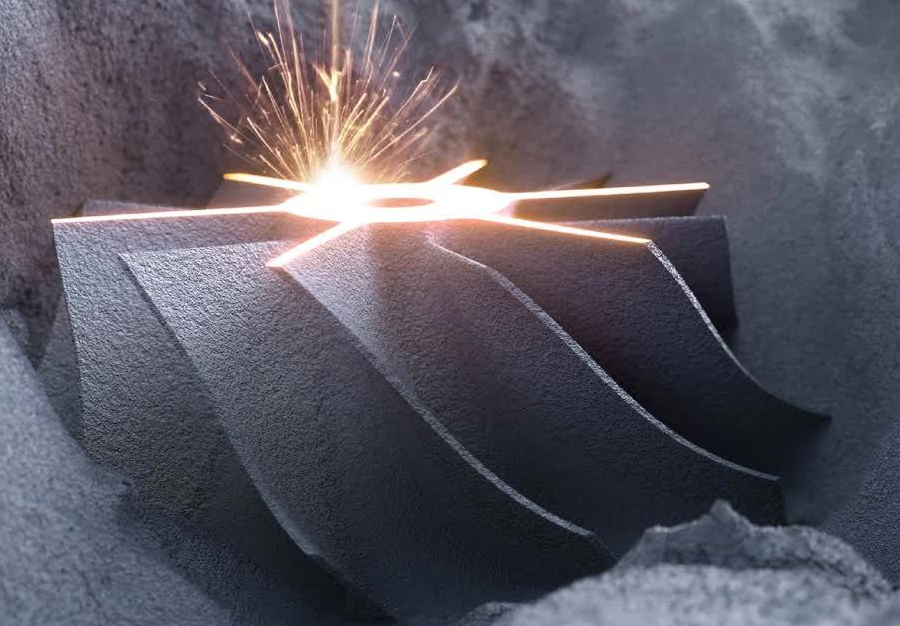 |
Metoda SLS využívá jako materiál plastový prášek, který spéká pomocí laseru. Postup je následující – nádoba s polymerovým práškem se zahřeje na teplotu těsně pod bodem tání polymeru, poté se nanese velmi tenká vrstva prášku (obvykle o tloušťce 0,1 mm) na tiskovou podložku. Laser pak začne skenovat povrch podle vzoru stanoveného v digitálním modelu a spékat prášek, díky čemuž dochází ke zpevňování výtisku. Až je naskenován celý průřez, stavební platforma se posune o jednu tloušťku vrstvy na výšku a nanese další vrstvu prášku a opět spéká. Tento postup se opakuje, dokud není dokončený celý objekt. Nespečený prášek zůstává v tiskárně, což zajištuje objektu stabilitu, díky čemuž se může snížit nutnost podpěr, anebo se jim úplně vyhnout. Poté, co je dokončený výtisk i vyčištění, už není nutné žádný další postprocessing, ale pokud je to žádoucí, můžete výtisky leštit nebo barevně upravit. |
Na trhu můžete narazit na různé typy SLS tiskáren, které se liší svou velikostí, výkonem, počtem laserů, velikostí laserového paprsku, rychlostí a způsobem zahřátí tiskové podložky nebo způsobem, jak nanáší tiskový prášek. Nejběžnějším materiálem v SLS 3D tisku je nylon (PA6, PA12), ale pokud potřebujete, aby byl výtisk flexibilní, můžete využít k tisku TPU nebo i jiný flexibilní materiál.
Mikroselektivní laserové slinování (Micro Selective Laser Sintering; μSLS)
Metoda μSLS by se mohla zařadit pod SLS nebo i pod laserovou práškovou fúzi (LPBF), která je popsaná níže. Jedná se o tisk, kde dochází ke spékání díky laseru, ale místo plastového prášku se využívá kovový materiál. Je to další technologie zaměřující se na mikro 3D tisk - vytváří díly v rozlišení v mikroměřítku (pod 5 μm). U metody μSLS je vrstva s kovovými nanočásticemi nanesena na substrát a poté vysušena, aby vznikla jednotná vrstva nanočástic. Poté se laserové světlo pomocí digitálního mikrozrcadlového pole použije k ohřevu a slinování nanočástic do požadovaného tvaru. Tyto kroky se opakují, dokud nevznikne požadovaný výtisk.
Laserová prášková fúze (Laser Powder Bed Fusion; LPBF)
Tuto technologii 3D tisku můžete najít pod různými názvy, je to z toho důvodu, že při vývoji si výrobci stanovali své vlastní pojmenování, i přesto, že se jednalo o stejný proces snad jen s drobnými mechanickými rozdíly. Můžete tak narazit na označení DMLS - přímé laserové slinování kovů nebo SLM - selektivní laserové tavení. LPBF je vysoce přesná metoda 3D tisku a běžně se používá pro vytváření složitých kovových dílů pro letecké, lékařské a průmyslové odvětví. Stejně jako u SLS se začíná s 3D tiskem u LPBF s digitálním modelem rozděleným na řezy. Tiskárna nanese prášek do komory a pomocí stěrky (můžeme si představit něco jako stěrač čelního skla u auta) nebo válečku ho rozprostře do tenké vrstvy po tiskové podložce. Pomocí laseru vznikne první vrstva, na kterou se postupně vrství další vrstvy, dokud není dokončený celý výtisk. Vzduchotěsné komory se naplní plynem (směs dusíku nebo argonu), který má za úkol zajistit, aby kov v průběhu tisku neoxidoval a zároveň i odstraňuje nečistoty vzniklé při procesu tavení.
Nadbytečný prášek na tiskové podložce zajistí částečně podpěru výtisku, ale někdy je potřeba i tak využít další podpěry. Nepoužitý kovový prášek lze znovu použít pro další tisk. Po dokončení tisku jsou výtisky vyjmuty, vyčištěny a někdy ještě podstoupí sekundární teplené zpracování. Různé 3D tiskárny LPBF se můžou lišit typem, sílou a počtem laserů. Malá kompaktní tiskárna LPBF může mít jeden 30wattový laser, zatímco průmyslová verze může mít 12 1000wattových laserů. Tiskárny LPBF používají běžné průmyslové slitiny, jako jsou nerezové oceli, niklové superslitiny a slitiny titanu.
Tavení elektronovým paprskem (Electron Beam Melting; EBM)
 |
Metoda EBM, která se někdy nazývá fúze prášku s elektronovým paprskem (EB PBF), se zaměřuje na tisk kovů podobně jako LPBF, ale místo laseru používá elektronový paprsek. Tato technologie se používá k výrobě dílů, jako jsou titanové ortopedické implantáty, lopatky turbín pro proudové motory a měděné cívky. EBM využívá místo laseru elektronový paprsek z několika důvodu. Jedním z nich je, že el. paprsek vygeneruje více energie a tepla, což je vyžadováno pro určité kovy a aplikace. Dalším důvodem je, že není využívaná komora s plynem, ale tisk metody EBM je ve vakuové komoře, aby se zabránilo rozptylu paprsku. Teplota komory může dosáhnout až 1 000 °C (některých případech i vyšší). Elektromagnetický paprsek se pohybuje vyšší rychlostí než laser a může být dokonce rozdělen na několik oblastí současně. Jednou z výhod EBM oproti LPBF je jeho schopnost zpracovávat vodivé materiály a reflexní kovy, jako je měď. Dalším rysem EBM je schopnost poskládat samostatné díly na sebe v komoře, takže nemusí být nutně připojeny k desce, což výrazně zvyšuje možnost objemu. Elektronové paprsky obecně vytvářejí větší tloušťky vrstev a méně detailu na povrchu než lasery. |
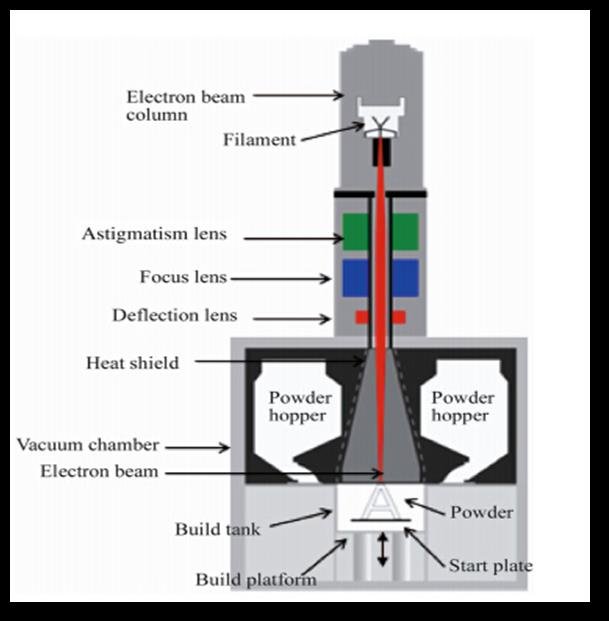
4. Tryskání materiálu
Tryskání materiálu je proces, během kterého jsou nanášeny drobné kapičky materiálu (resinu nebo vosku) a poté vytvrzeny na tiskové podložce, kde vzniká jedna vrstva po druhé, až se vytvoří finální objekt. Tento typ procesu umožňuje tisknout různé druhy materiálu na stejný proces. Často se využívá při výrobě dílů v různých barvách a texturách.
| Podkategorie Tryskání materiálu |
|
| Které materiály lze využít: |
fotopolymerní pryskyřice (standardní, slévatelná, transparentní, vysokoteplotní), vosk |
|
Rozměrová přesnost: |
±0,1 mm |
| Časté využití: |
vícebarevné prototypy produktů, prototypy podobné vstřikovacím formám, nízkoobjemové vstřikovací formy, lékařské modely, módní průmysl |
| Výhody: |
|
|
Nevýhody: |
|
Tryskání materiálu (Material Jetting; M-Jet)
 |
Tryskání materiálu je metoda, kdy je vrstva fotocitlivé pryskyřice selektivně nanesena na tiskovou podložku a vytvrzena ultrafialovým (UV) světlem. Po nanesení a vytvrzení jedné vrstvy se stavební platforma sníží o jednu tloušťku vrstvy a proces se opakuje, aby se vytvořil 3D objekt. Metoda M-Jet zvládne vytvořit vynikající detaily rychleji, než u 3D tisku s filamentem (FDM). Často se tak využívá u prototypů v různých barvách a texturách. Tryskání materiálů nemusí být vždycky stejná u rozdílných výrobců. Liší se tak i názvy této metody. Setkat se tak můžete s PolyJet od Stratasys nebo MultiJet Printing (MJP) od 3D Systems. U této metody tiskárna tiskne z tiskových hlav v řádcích, což umožňuje tisk více objektů v jednom řádku, aniž by to ovlivnilo rychlost. Pokud je na tiskové podložce vhodně přizpůsobený prostor v každé výrobní řadě, zvládne tiskárna s metodou M-Jet vyrábět díly kolikrát rychleji než jiné 3D tiskárny, které využívají k tisku pryskyřici. |
Výtisky vytisknuté touto metodou vyžadují podporu, která se tiskne současně. Podpory jsou poté odstraněný v rámci postprocessingu. Metoda M-Jet je jedna z mála 3D technologií, která zvládne vícebarevný a multi-materiálový tisk.
Tiskárny M-Jet jsou určeny převážně profesionálům v automobilovém, designovém, uměleckém i zdravotním průmyslu. Tisk je ideální pro výrobu prototypů pro testování a následném rychlejším uvedení produktů na trh. Na rozdíl od technologií polymerace vany M-Jet nevyžaduje dodatečné vytvrzování, protože UV světlo v tiskárně perfektně vytvrdí každou vrstvu.
Aerosolová tryska (Aerosol Jet)
Aerosol Jet je unikátní technologie vyvinutá společností Optomec, která se používá především pro 3D tisk elektroniky (například kondenzátory, antény, senzory a tranzistory). Pokud bychom se na to podívali všeobecně tento tisk se dá přirovnat k nátěru ve spreji, ale od průmyslového lakování se odlišuje tím, že jej lze použít k tisku plnohodnotných 3D objektů. Elektronické inkousty jsou umístěny do atomizéru (rozprašovače s mechanickou pumpou), který vytváří hustou mlhu kapiček o průměru 1 až 5 mikronů. Aerosolová mlha pokračuje do nanášecí hlavy, kde je ve vysoké rychlosti rozprašovaná. Někdy se tato metoda řadí i do kategorie Řízená depozice.
Volné tvarování plastů (Plastic Freeforming)
Německá společnost Arburg vytvořila technologii nazvanou Plastic Freeforming (APF), která kombinuje technologii vytlačování a tryskání materiálů. Využívá komerčně dostupné plastové granuláty, které se taví jako při procesu vstřikování a přemisťují se do vypouštěcí jednotky. Vysokofrekvenční uzávěr trysky vytváří rychlé otvírací a zavírací pohyby až 200 malých kapiček plastu za sekundu (o průměru mezi 0,2 a 0,4 mm). Kapky se při ochlazování spojují s vytvrzeným materiálem. Obecně není potřeba žádné následné zpracování, jen v případě, že se použila podpora, je potřeba její odstranění.
Tryskání nanočástic (NanoParticle Jetting; NPJ)
|
Jedná se o jednu z mála technologií, která se vymyká snadnému zařazení. Metoda tryskání nanočástic, kterou vyvinula společnost XJet, využívá řadu tiskových hlav s tisíci inkoustovými tryskami, které současně stříkají miliony ultra jemných kapek materiálu v ultratenkých vrstvách. Kovové nebo keramické částice jsou stlačeny v kapalině. Proces probíhá za vysokého tepla, které při tryskání odpařuje kapalinu, přičemž poté většinou zůstává pouze kovový nebo keramický materiál. Výsledný 3D díl má pouze malé množství zbývajícího pojiva, které je odstraněno v následném procesu slinování. |
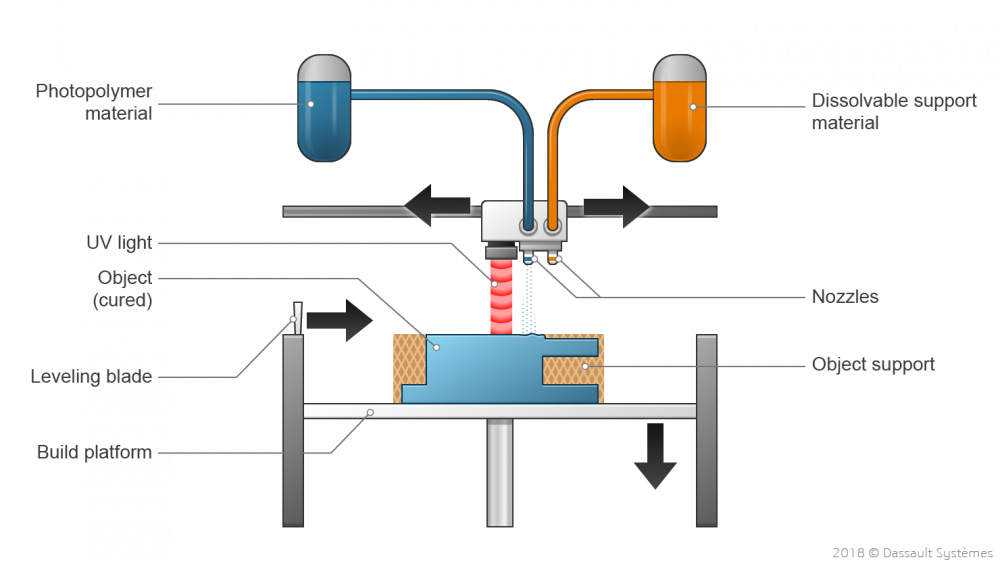
5. Tryskání pojiva (Binder Jetting)
Tento typ technologie má vlastnosti jak práškové fúze, tak i tryskání materiálu. Podobně jako u PBF používá k tryskání pojiva práškový materiál (kov, plast, keramika, dřevo atd.) a stejně jako tryskání materiálu se kapalný pojivový polymer nanáší z inkoustových tiskáren.
 |
Ať už se jedná o kov, plast, písek nebo jiný práškový materiál, proces tryskání pojiva je stejný. Nejprve se nanese tenká vrstva prášku na stavební platformu. Poté tisková hlava s inkoustovými tryskami prochází přes tiskovou podložku a selektivně nanáší kapičky pojiva, aby se částice prášku spojily dohromady. Po dokončení vrstvy se stavební platforma posune dolů a proces se poté opakuje, dokud není celá část dokončena. Pojivo působí jako lepidlo držící polymerní prášek pohromadě. Po vytištění se díly obalí nepoužitým práškem a nechají se vytvrdit. Poté se díly vyjmou ze zásobníku na prášek, přebytečný prášek se shromáždí a může se znovu použit. Poté je v závislosti na materiálu někdy vyžadováno dodatečné zpracování (netýká se většinou písku). Povrch se může leštit, natírat a brousit. |
Tryskání pojivem je rychlé a má vysokou výrobní rychlost, takže se můžou vyrábět velké objemy dílů efektivněji než v případě jiných metod AM. Tryskání kovového pojiva, kde je možnost použít širokou škálu kovů, je oblíbené pro výrobu spotřebitelských produktů, nástrojů a náhradních dílů. Tryskání polymerového pojiva má však omezené materiálové možnosti a vyrábí se tak díly s nízkými strukturálními vlastnostmi. Jeho hlavní hodnota spočívá v jeho schopnosti vyrábět více barevné prototypy a modely.
| Podkategorie Tryskání pojiva |
|
| Které materiály lze využít: |
písek, polymery, kovy, keramika atd. |
|
Rozměrová přesnost: |
±0,2 mm (kov) nebo ±0,3 mm (písek) |
| Časté využití: |
funkční kovové díly, vícebarevné modely, pískové odlitky a formy |
| Výhody: |
|
|
Nevýhody: |
|
Tryskání kovového pojiva (Metal Binder Jetting)
Tryskání pojiva lze také použít k výrobě pevných kovových předmětů se složitou geometrií, která přesahuje možnosti tradičních výrobních technik. Tryskání kovovým pojivem je velmi zajímavá technologie pro hromadnou výrobu kovových dílů, kde je žádoucí dosáhnout odlehčení. Metodou tryskání pojivem můžete tisknout díly, které budou mít složité vzorované výplně namísto toho, aby byly plné. Výsledné díly jsou tak výrazně lehčí a zároveň pevné. Tato metoda může být také použita k dosažení lehčích koncových součástek pro lékařské aplikace, jako jsou implantáty.
|
Celkově jsou materiálové vlastnosti dílů vyrobené touto metodou stejné jako u kovových dílů vyrobených vstřikováním kovů (což je jedna z nejpoužívanějších výrobních metod pro hromadnou výrobu kovových dílů). Části tryskového pojiva navíc vykazují více hladký povrch. Kovové díly vytvořené metodou tryskání pojiv vyžadují po dokončení tisku sekundární procesy, aby se dosáhlo jejich dobrých mechanických vlastností. Díly přímo vytištěné se v podstatě skládají z kovových částic spojených dohromady polymerovým lepidlem. Tyto takzvané „zelené části“ jsou křehké a nelze je použít tak, jak jsou. Po vytištění a vyjmutí výtisku z lože kovového prášku (proces zvaný depowdering – “odprášení“) jsou tyto díly tepelně zpracovány v peci (proces zvaný slinování). Jak parametry tisku, tak parametry slinování bývají upraveny pro potřeby konkrétních výtisků, materiálů a požadované hustoty. |
 |
Tryskání plastového pojiva (Plastic Binder Jetting)
|
Tryskání plastového pojiva je velmi podobný proces jako u tryskání kovového pojiva, protože zahrnuje práškové a kapalné pojivo, ale aplikace, ke kterým se využívá, jsou velmi odlišné. Po vytištění jsou plastové díly vyjmuty z práškového lože, vyčištěny a často mohou být použity bez dalšího zpracování, ale tyto díly postrádají pevnost a odolnost, kterou jinak díly vytištěné pomocí 3D tisku vlastní (např. jako je SLS, kde je polymerní prášek v podstatě roztaven). Díly vzniklé pomocí tryskání plastového pojiva mohou být pro zvýšení pevnosti vyplněny jiným materiálem. Tato metoda je ceněná pro vyrábění vícebarevných dílů, které budou fungovat jako prototypy nebo které se využívají v lékařském prostředí. |
 |
Tryskání pískového pojiva (Sand Binder Jetting)
Technologie tryskání pískového pojiva není příliš odlišné od technologie tryskání plastového pojiva, ale tiskárny a aplikace jsou od sebe natolik odlišné, že si zasloužila samostatnou skupinu. Výroba velkých forem a modelů pro lití do písku je ve skutečnosti jednou z nejběžnějších použití technologie tryskání pojiva.
|
Nízká cena a rychlost procesu z této metody činí vynikající řešení pro slévárny. Propracované vzory vzorů, které by bylo velmi obtížné nebo nemožné vyrobit tradičními technikami, lze vytisknout během několika hodin. Budoucnost průmyslového rozvoje i nadále klade vysoké nároky na slévárny a dodavatele. Tryskání pískového pojiva nabízí svůj velký potenciál. Po vytištění jsou výtisky vyjmuty a vyčištěny, aby se odstranil veškerý uvolněný písek. Formy jsou obvykle okamžitě připraveny k odlévání. Po odlití se forma rozbije a finální kovová součást se vyjme. |
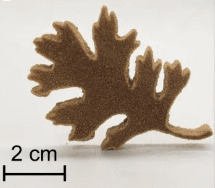 |
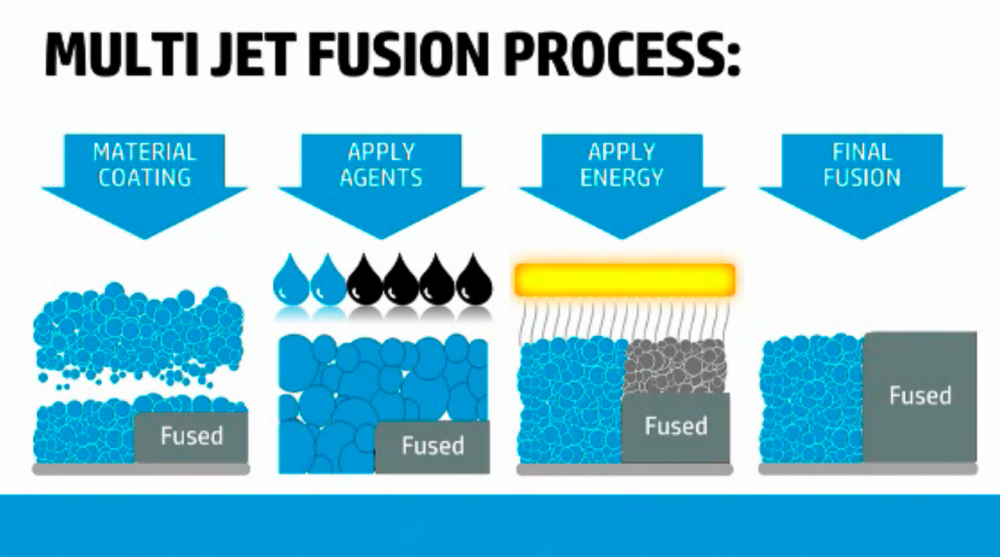
Více proudová fuze (Multi Jet Fusion; MJF)
Jedná se o další z jedinečných a specifických 3D tiskových procesů, které nelze snadno zařadit do žádné existující kategorie (ve skutečnosti se zde nejedná o použití pojiva), s touto metodou přišla značka HP (stejná společnost, která vyrábí 2D tiskárny).
MJF je polymerová technologie 3D tisku zahrnující práškový i tekutý roztavený materiál. Důvodem, proč se tato metoda nepovažuje za tryskání pojiva, je přidání tepla do procesu 3D tisku, které vytváří součástky s mnohem vyšší pevností a trvanlivostí, a skutečnost, že kapalina není přímo pojivem. Proces získal svůj název podle několika inkoustových hlav, které provádějí tiskový proces.
|
Během procesu u metody Multi Jet Fusion tiskárna nanese na tiskovou podložku vrstvu práškového materiálu (obvykle nylonu). Poté se inkoustová hlava pohybuje po prášku a nanáší na něj fixační a detailovací činidlo. Po tisku se poté pohybuje infračervená topná jednotka. Všude tam, kde bylo přidáno fixační činidlo, se spodní vrstva roztaví dohromady, zatímco oblasti s detailovacím činidlem zůstanou ve formě prášku. Práškové části se odlupují, což vytváří požadovaný tvar. To také snižuje potřebu modelovacích podpěr, protože spodní vrstvy podpírají ty vytištěné nad nimi. Pro dokončení procesu tisku se celé práškové lože – a v něm vytištěné části – přesune do oddělené části. Zde je většina sypkého neroztaveného prášku vysátá, což umožňuje jeho opětovné použití namísto produkování přebytečného odpadu. Multi Jet Fusion je všestranná technologie, která našla využití v několika průmyslových odvětvích od automobilového průmyslu přes zdravotnictví až po výrobu spotřebních produktů. |
 |
6. Přímé nanášení (Directed energy deposition; DED)
Metoda DED je proces 3D tisku, při kterém je kovový materiál přiváděn a roztaven silnou energií ve stejnou dobu, kdy je nanášen. Jedná se o jednu z nejrozšířenější kategorii 3D tisku, která zahrnuje dlouhý seznam podkategorií, které se od sebe liší materiálem (drát nebo prášek) a typu energie (laser, elektronový paprsek, elektrický oblouk, nadzvuková rychlost, teplo atd.).
V podstatě jde o jakoukoliv metodu, kdy může být kov řízeně nanášen ve vrstvách (nejedná se o vytlačování). Tato metoda má poměrně mnoho společného se svařováním.
 |
Tato technologie se používá k vytvoření tiskové vrstvy po jednotlivých vrstvách, ale často se používá k opravě nebo úpravě kovových předmětů tím, že se nanese materiál přímo na existující kovovou součástku. Po skončení tisku většinou následuje ještě CNC obrábění, aby se dosáhlo větší odolnosti. Kombinace typů výroby DED a CNC je tak běžné, že existuje podtyp 3D tisku nazývaný hybridní 3D tisk, který používá hybridní 3D tiskárny, které se skládají z DED a CNC přístroje. Tato technologie je ceněna jako rychlejší a levnější náhrada za odlévání a kování kovových dílů v menším množství a pro opravy pro aplikace v ropném a plynárenském průmyslu na moři nebo třeba v leteckém, kosmickém průmyslu a energetice. |
Podkategorie DED lze rozdělit podle typu vstupního materiálu nebo podle typu zdroje energie. V tomto seznamu to najdete rozdělené podle typu energie. Když je materiál používaný při tomto způsobu tisku v práškové formě, je běžné, že se prášek rozprašuje vedle inertního plynu, aby se snížila nebo vyloučila možnost oxidace. V případě použití práškového materiálu je i možné smíchat více prášků a dosáhnout tak rozdílných výsledků. Pokud je výchozí surovinou drát (což je ta levnější varianta), technologie by se dala přirovnat k robotickému svařování (ovšem ve více složitější verzi).
| Podkategorie Přímé nanášení |
|
| Které materiály lze využít: |
široká škála různých kovů, které můžou být ve formě drátu a prášku |
|
Rozměrová přesnost: |
±0,1 mm |
| Časté využití: |
opravy špičkových automobilových / leteckých komponentů, funkčních prototypů a finálních dílů |
| Výhody: |
|
|
Nevýhody: |
|
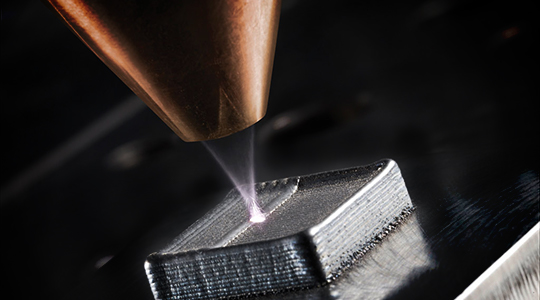
Laserová řízená energetická depozice (Laser Directed Energy Deposition; L-DED)
 |
Tato metoda se také někdy nazývá laserová depozice kovu (LMD) nebo laserově upravené tvarování sítě (LENS). Jde o technologii 3D tisku využívající kovový prášek nebo drát přiváděný jednou nebo více tryskami a tavený pomocí výkonného laseru na stavební platformu nebo rovnou na kovovou součástku. Objekt, který je umístěný na víceosém otočném stole, se vytváří vrstvou po vrstvě. Výrobní proces je rychlejší než v případě fúze práškového lože, ale má za následek nižší kvalitu povrchu a výrazně nižší přesnost, což často vyžaduje rozsáhlé následné opracování. Laserové tiskárny DED mají často utěsněné komory naplněné argonem, aby se zabránilo oxidaci. Při zpracování méně reaktivních kovů mohou také pracovat pouze s lokalizovaným argonem nebo dusíkem. Kovy běžně používané v tomto procesu bývají nerezová ocel, titan a slitiny niklu. Tato metoda tisku se často používá k opravám špičkových leteckých a automobilových součástí jako jsou lopatky proudových motorů, ale používá se také k výrobě celých dílů. |
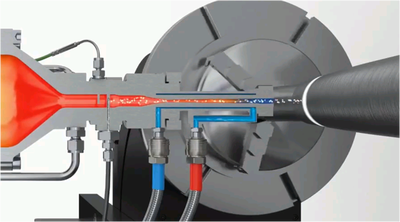
Depozice energie řízená elektronovým paprskem (Electron Beam Directed Energy Deposition; EB DED)
U této metody se také někdy můžete potkat s názvem depozice energie elektronovým svazkem drátu. Jde o proces 3D tisku velmi podobný DED s laserem. Provádí se ve vakuové komoře, která produkuje velmi čistý a vysoce kvalitní kov. Když je kovový drát přiváděn přes jednu nebo více trysek, je roztaven elektronovým paprskem. Vrstvy jsou vytvářeny jednotlivě, přičemž elektronový paprsek vytváří malou lázeň taveniny a svařovací drát je přiváděn do lázně taveniny podavačem drátu.
Pro tuto metodu se používají kovy, které jsou schopné chemické reakce (jako jsou slitiny mědi, titanu, kobaltu a niklu). DED s kovovým drátem pomocí elektronových paprsků je rychlejší než prášková verze. Proces se provádí ve vakuové komoře.
Stroje DED nejsou prakticky omezeny z hlediska velikosti tisku. Výrobce 3D tiskáren Sciaky má například stroj EB DED, který dokáží vyrábět díly dlouhé téměř šest metrů rychlostí 3 až 9 kilogramů materiálu za hodinu. Metoda DED s elektronovým paprskem se tak považuje za jeden z nejrychlejších způsobů výroby kovových dílů, i když ne nejpřesnější. Díky tomu je ideální pro stavbu velkých konstrukcí letadel nebo náhradních dílů, jako jsou lopatky turbín, které se pak opracovávají.
Řízená depozice energie drátu (Wire Directed Energy Deposition; WDED)
Tato metoda je také známá jako Wire Arc Additive Manufacturing (WAAM), jde o 3D tisk, který využívá energii ve formě plazmy nebo drátěného oblouku k roztavení kovu ve formě drátu, který je po vrstvách nanesený robotickým ramenem na povrch, jako je víceosý otočný stůl, aby došlo k vytvoření požadovaného tvaru.
Tato metoda má výhodu oproti technologiím zahrnující lasery nebo elektronové paprsky, protože nevyžaduje utěsněnou komoru, a může používat stejné kovy (někdy úplně stejný materiál) jako tradiční svařování.
Elektrická přímá depozice energie je považována za nákladově nejefektivnější možnost mezi technologiemi DED, protože může využívat stávající roboty pro obloukové svařování a napájecí zdroje, takže počáteční investice pro firmy bývá relativně nízká. Na rozdíl od svařování tato technologie využívá komplexní software k řízení procesu, včetně řízení tepla a dráhy robotického ramene. U této technologie nejsou potřeba žádné podpěrné konstrukce, které by bylo nutné poté odstranit. Hotové díly jsou někdy potřeba pomocí CNC strojů dodatečně upravit a vyleštit povrch. Často bývají tištěné díly ještě tepelně zpracovány, aby se uvolnilo jakékoli zbytkové napětí.
Studený nástřik (Cold Spray)
 |
Studený nástřik je technologie DED 3D tisku, která stříká kovový prášek nadzvukovou rychlostí, aby se spojil, aniž by došlo k jejich roztavení, což neprodukuje téměř žádné tepelné pnutí, které by mohlo způsobit praskání vlivem tepla nebo jiné běžné problémy, které mohou ovlivnit technologie založené na principu tavení. Od počátku roku 2000 se používá tato metoda pro nanášení vrstvy na součástky, ale v poslední době několik společností upravilo studený nástřik pro aditivní výrobu, protože dokáže vrstvit kov v přesné geometrii až několik centimetrů při asi 50 až 100krát vyšší rychlosti než typické kovové 3D tiskárny a nejsou potřeba inertní plyny nebo vakuové komory. Stejně jako všechny procesy DED, studený nástřik nevytváří výtisky s vynikající kvalitou povrchu nebo detailů, takže použití bude ideální tam, kde není takový důraz na vzhled. Výtisky se nemusí následně upravovat. |
Přímá depozice energie tavením (Molten Direct Energy Deposition)
Tento proces 3D tisku využívá teplo k roztavení (nebo téměř roztavení) kovu, obvykle se jedná o hliník. Poté dochází k jeho ukládání vrstvu po vrstvě na stavební desku, čímž se následně vytváří 3D objekt.
Oproti této metodě, kde se používá jako materiál čistý kov, se u metody vytlačování kovu používá kovový materiál s polymerem uvnitř. Je to z toho důvodu, aby bylo možné kov vytlačit. Polymer se poté odstraní ve fázi tepelného zpracování. Tato metoda, kde se využívá roztavení ke zpracování materiálu, by se také dala přirovnat k tryskání materiálu. Ale s rozdílem, že kov není vstřikován ze soustavy trysek ve formě kapiček, ale je nanášen ve formě proudu z trysky. Tato technologie není ještě příliš rozšířená, na jejím vývoji se stále pracuje. Zatím nabízí tuto metodu tiskárny GMP300 od značky Grob a ElemX od značky Xerox.
Mezi výhody této techniky patří možnost využívat recyklovaný kov místo drátů nebo kovových prášků, jako je tomu tak u jiných technik DED. A díky možnosti využít teplo k tavení jsou tu i nižší nároky na energii.
7. Laminace desek (Sheet lamination)
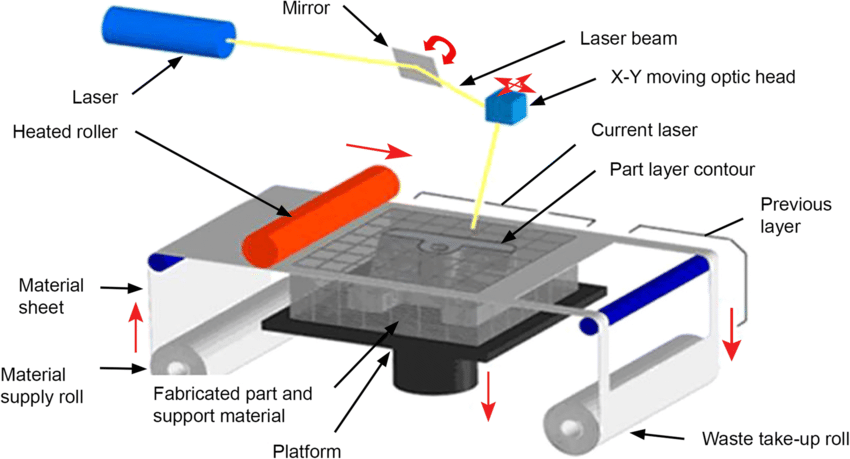 |
Laminace desek spadá také pod 3D tisk, ale zásadně se od ostatních technologií liší. Její princip je postavený na laminování desek velmi tenkého materiálu, který se skládá postupně na sebe, a poté se mechanicky nebo laserem vyřeže do konečného 3D objekt. Vrstvy materiálu lze spojovat pomocí různých metod (včetně tepla a zvuku) v závislosti na daném materiálu. Jako materiál se může použit od papíru nebo polymerů až po kovy. U této metody dochází k vytvoření většího nepotřebného odpadu, než je tomu tak u ostatních 3D technologií. Tato metoda je oblíbená u výroby nefunkčních prototypů, díky relativně vysoké rychlosti. Nebo u výroby kompozitních modelů (neboli modelů, které jsou vyrobené z více druhů materiálu), protože použité materiály lze během procesu tisku zaměnit. |
| Podkategorie Laminace desek |
|
| Které materiály lze využít: |
papír, polymer a kov (ve formě velmi tenkých desek) |
|
Rozměrová přesnost: |
±0,1 mm |
| Časté využití: |
nefunkční prototypy, vícebarevné tisky, odlévací formy |
| Výhody: |
|
|
Nevýhody: |
|
Výroba laminovaných aditiv (Laminated Additive Manufacturing)
Laminování je technologie 3D tisku, kdy se listy materiálu vrství na sebe a spojují se k sobě pomocí lepidla, poté se nožem (případně laserem nebo CNC routerem) ořízne navrstvený model do správného tvaru. Tato technologie je dnes méně běžná, protože oproti tomuto procesu náklady a časové požadavky u jiných technologiích 3D tisku klesly.
Výroba viskózní litografie (Viscous Lithography Manufacturing; VLM)
VLM je patentovaný proces 3D tisku od značky BCN3D, který laminuje tenké vrstvy vysoce viskózních fotocitlivých pryskyřic na průhlednou přenosovou fólii. Mechanický systém umožňuje laminování pryskyřice z obou stran fólie, což umožňuje kombinovat různé pryskyřice a získat tak více materiálové modely a snadno odstranitelné nosné konstrukce. Tato technologie by se mohla zařadit i mezi jednu z technologií 3D tisku z pryskyřice.
Výroba aditiv na bázi kompozitů (Composite Based Additive Manufacturing; CBAM)
Společnost Startup Impossible Objects patentovala tuto technologii, která spojuje desky z uhlíku, skla nebo kevlaru s termoplastem a vytváří tak modely.
Selektivní laminování kompozitních objektů (Selective Lamination Composite Object Manufacturing; SLCOM)
Společnost EnvisionTEC, nyní nazývaná ETEC a vlastněná společností Desktop Metal, vyvinula tuto technologii v roce 2016. Tato metoda využívá jako základní materiál termoplasty a kompozity z tkaných vláken. Není jisté, zda Desktop Metal tuto metodu stále podporuje.
 |
 |
 |
 |
 |